耐材定制
施工指導
一站采購
無憂質保
139-3717-0928
耐材定制
施工指導
一站采購
無憂質保
139-3717-0928

一、概述
初,人們采用立窯煅燒水泥熟料時,由于窯的規格小,煅燒溫度低,僅使用含Al2O3為30~40%單一的一種粘土磚,初期的回轉窯在這一經驗上進行改進,采用了高鋁磚和粘土磚;如今,由于窯的大型化和強化操作,高溫部位窯襯普遍采用堿性磚砌筑,主要品種有:鎂鉻磚、尖晶石磚和白云石磚。
回轉窯
二、襯料的作用
防止高溫火焰或氣流對窯體的直接損傷,保護窯筒體;
防止有害物質(CO、SO2)對窯體的侵蝕;
防止物料、氣流對窯體的腐蝕;
降低窯體溫度,防止窯體被氧化腐蝕;
具有蓄熱、保溫的作用;
能夠改善掛窯皮性能。
三、堿性磚損壞原因
通過水泥窯的運行實踐得出得共識是:機械應力、熱應力和化學侵蝕是三種基本的損壞因素,絕大多數情況下它們綜合作用于耐火材料,并主要表現為:熱—機械綜合效應和熱—化學綜合效應。德國耐火技術公司對使用后的鎂鉻磚進行了大量的實驗研究,并統計了主要損壞原因出現的頻率:
機械應力占37%:由于窯體變形和磚的熱膨脹作用引起,窯胴體橢圓率ω(%)≤D(m)/10;輪帶的大滑移量ΔU≤D(mm)/200,一般要求為10~15mm。
化學侵蝕占36%:由于熟料硅酸鹽、鐵酸鹽以及堿鹽的侵蝕作用引起。
熱應力占27%:由于過熱和熱震作用引起。
隨著窯型、操作的不同以及窯襯在窯內位置不一,以上三種因素便起著不同的作用。對上述三種基本損壞因素起決定作用的是:火焰、窯料和窯筒體在運轉中變形狀態的變化,使襯里承受各種不同的應力。破壞堿性磚的因素如下(共8個):1、熟料熔體滲入;2、堿鹽滲入;3、還原和還原-氧化反應;4、過熱;5、熱震;6、熱疲勞;7、機械應力;8、磨刷。
所以,為求回轉窯內襯磚難于損壞的重要因素是:1、抗熟料熔體和堿鹽侵蝕的能力強;2、抗熱應力和機械應力的顯微結構韌性好;3、抗熱負荷和熱態磨損的高溫穩定性好;4、掛窯皮性能好;5、耐火磚的成份符合環保需要。
四、磚型選擇和磚的外形質量控制
㈠、磚型選擇
德國水泥廠協會(VDZ)推薦了用于水泥窯的磚型:
型(π/3型或VDZ-A型):粘土磚和高鋁磚;
VDZ-B型(簡稱B型):堿性磚。
通用的厚度(高度)有180mm,200mm和220mm三種。水泥廠選擇楔形度大小不同的兩種磚型,只要改變每圈中這兩種磚的比例就可通用于該廠不同直徑的幾臺窯上。
磚型代號意義:
B322:表示使用于3m直徑窯上高度為220mm的B型磚;
B620:表示使用于6m直徑窯上高度為200mm的B型磚。
磚型演變的結果:熱膨脹性較小的粘土磚和高鋁磚的磚型可以稍大,通常取型磚,其楔形面大頭寬度固定為103mm,小頭寬度則隨窯徑和磚厚而變;熱膨脹性較大的堿性磚,通常取B型磚,其楔形面平均寬度為71.5mm。
㈡、磚外形質量控制
尺寸公差:厚度公差±2%,大±2mm;楔形面大頭和小頭寬度公差±2mm;大小頭差值的公差±1mm;長度公差±1%,大±1.5mm。
邊損:允許熱面或冷面有兩條邊的損壞達20mm長和3mm深(分別在磚的兩側),但不準超過。
角損:熱面只許有一處角損,角損處三條棱的角損之和不超過30mm;冷面允許有兩處角損。
凹坑、熔跡和鼓包:允許凹坑和熔跡的大直徑為10mm,大深度10mm;鼓包大5mm。
裂縫:不允許有平行于磨損面的裂紋;不長于20mm,不寬于0.2mm的其它裂紋是允許的。
耐火磚受壓面的平整度:棱與中央面之間的高度差值小于5mm。
一批耐火磚中有各種缺損毛病的磚不超過總數的4%。
五、耐火磚的砌筑
㈠、膨脹縫的留設
膨脹縫的留設是為了減小因磚的熱膨脹和窯胴體橢圓度造成的應力。
1、堿性磚的橫縫:國外為1mm的火泥(火泥大粒徑為0.2mm),為2-3mm(國產磚外形質量的規整度稍差)。進口磚采用干砌(潔凈法砌筑,磚面直接接觸,理論上脹縫為零),國產磚都采用濕砌。
外的實踐證明:采用火泥砌筑的磚襯使用壽命長。因為火泥的流動和壓縮性能都好,既使磚襯中個別單磚位置有些傾斜,火泥也能防止砌后磚襯中發生較大空洞,通過磚縫傳布的力能分布在整個磚面上。因此,在機械應力過大(如窯輪帶部位)的區域內,應采用火泥砌筑。
2、堿性磚的豎縫(又稱環縫):鎂鉻磚為2mm,尖晶石磚為3mm,只能采用紙板充填,不能采用鋼板,好不用火泥。非堿性磚區內的豎縫應為零。
㈡、擋磚圈的結構
回轉窯是斜度為3-4%的旋轉鋼筒,在其運轉中,巨量的襯磚和上面附著的窯皮向前窯口形成巨大的推力,使耐熱鋼材質的窯口護鐵難以承受。因此,在距窯口約0.8m的部位,設置擋磚圈,既求對窯襯上推,又加固窯筒體使之保持規整。
擋磚圈的形式:
凸緣型:高30-50mm,寬50-80mm,須配用異型磚,如圖1;
平坦型:高50mm,寬180mm,須配用異型磚,如圖2;
平行布置的兩道等高型:即采用兩道“凸緣型”擋磚圈,其間距80mm左右,須配用異型磚,如圖3。
某些工廠窯口擋磚圈采用的是“平行布置的兩道等高型”,規格為50×50mm,間距80mm;
為了保護窯皮的穩定性,燒成帶和過渡帶內不應設置擋磚圈。在窯內低溫部位設置擋磚圈時,其距相鄰輪帶中心距離不少于4m。
六、耐火磚的使用
㈠、烘烤和冷卻
窯內磚襯砌筑后,須進行妥善的烘烤。烘烤中,升溫速度不能太快,以免產生過大的熱應力而導致磚襯開裂、剝落,尤其大型回轉窯。
升溫平穩時,窯體溫度相應漸增,向外漸脹,對磚襯的膨脹起道一定的補償作用。在耐火磚的冷端(磚的大頭),隨磚型的不同,有一個厚50-70mm的低應力區,超過該區后,壓應力徒增。
以某廠干法生產線為例:
1、一般檢修結束后,18h的升溫情況,見下圖。
2、窯慢轉:
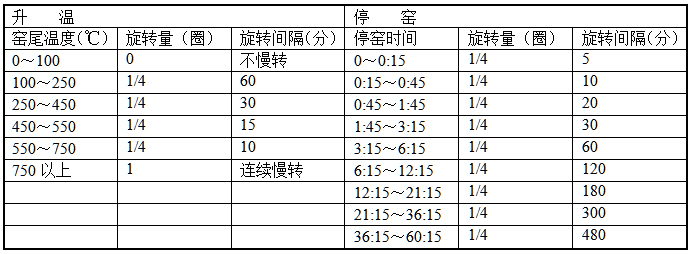
停窯而不更換堿性磚時,降溫須緩慢適度。初停窯時,絕不能靠排風機來強制冷卻,這時,沖水冷卻窯襯的方法更須禁用(若下大雨或大雪時,窯慢轉的間隔旋轉時間減半)。若窯皮厚度正常,又不露磚,應先自然冷卻8h,等窯皮表面變黑后,方可加快冷卻速度,如開窯門等。
怎樣在不損壞窯襯和窯體的前提下,加快烘窯速度,以求增產熟料,是水泥工作人員普遍感興趣的問題。如日本普遍采用6~8h的快速烘窯制度。總結外的經驗,應采取以下措施:
控制窯體。特別是使第二道輪帶處窯體不變形。回轉窯快速烘烤中,窯體升溫較快,而輪帶由于散熱面積大升溫要慢得多,若兩者間的溫差達到60℃,窯體和輪帶間的間隙會降至零而產生“縮頸”現象,不但損壞耐火磚,所造成的窯體變形即使冷卻下來也不能完全復原。所以,此時就須采用風機強制冷卻第二道輪帶兩側的窯體。該區域的磚襯以濕砌為宜。
控制廢氣溫度。快速烘窯中,燃耗甚至高達3倍,窯內氣流速度快,溫度高,須將其廢氣溫度降至正常。所以,開窯時,要開啟增濕塔系統。
選用適當的耐火磚。堿性磚在實際使用中,須保持應有的結構韌性,顯氣孔率不能太小,厚度以下表為宜:

對于檢修更換的鎂鉻磚,不宜采用6~8h的快速升溫。另外,對水硬性澆注料,低溫階段要逐步排除附著水和化學結合水,高溫階段要避免物料被燒結,須按物料的本質、用量以及襯里厚度來決定升溫制度,通常為15~30℃/h。常溫下,24h的凝結期內不能振動和加熱。窯口澆注料在施工中,通常環向以1m間隔規則的設置膨脹縫(高度為砼厚度的2/3,厚度為10mm)。
㈡、掛窯皮和保護窯皮
耐火磚上層質窯皮的形成條件是:熟料顆粒細小均勻,在同一溫度下,熟料中熔體的含量、粘度和表面張力適當,且耐火磚熱面層中也形成少量熔體,于是,料層底部的熟料顆粒便和磚面牢固的相粘。這樣,層層熟料不斷地粘附,窯皮漸厚,直至窯皮加耐火磚組成的總厚度過于龐大,使窯皮表面溫度過高,造成該處熟料中熔體含量過多且粘度太稀,熟料粒度也增大過多,不再繼續相粘形成更厚的窯皮為止。
入窯生料成份和數量的波動、火焰溫度和位置的變化都使熟料及窯皮表面層中熔體含量、粘度和表面張力、熟料粒度發生變化,窯皮不斷消長。
為求開窯時掛好窯皮,正常生產中維護好窯皮,要時還要補掛好窯皮,應做到:
窯襯砌筑的前后,均要從嚴清除窯內舊磚和雜物以及殘留于磚面上的火泥等,避免在耐火磚表面掛上質量低的層窯皮。
從嚴配合好烘窯中磚襯和窯料的升溫情況,確保進入燒成帶的批窯料和該處耐火磚同時處于良好的掛窯皮狀態。可采取“留火待料”的辦法。
開窯前和正常運轉中,都要嚴格檢查、控制窯用燃燒器系統,燃燒器結構、位置和火焰形狀應保持在正常狀態下運行。
為了滿足大型窯的種種要求,須配套使用一系列的堿性磚、高鋁磚、耐堿磚、耐火澆注料和隔熱材料,構成現代化的耐火襯里。
相關文章Related articles
客服中心




139 3717 0928
鄭州榮盛窯爐耐火材料有限公司: 耐火材料廠家
公司地址:鄭州市大學南路電商港6號樓10層/11層
生產基地:河南省新密市來集鎮李堂工業園區
耐火磚廠家-榮盛耐材-榮盛科技集團
公司營業執照信息公示 掃一掃 微信二維碼
掃一掃 微信二維碼





